
Belt conveyors for material flow and production processes
Montech belt conveyors are used for transporting products, workpieces, and components in production processes. Thanks to their modular design, they are suitable for new systems and integration into existing production environments, and they can be adapted to different material flow requirements.
Typical applications include feeding, transporting, and connecting individual process steps. Depending on the application, the conveyor solutions can be combined with roller conveyors, transfer systems, or aluminum framing systems.
Benefits of Modular Belt Conveyors
TB30 Single-Belt
Suitable for: Small to medium-sized products and compact conveying tasks in automated systems.
- Simple, straight transport routes
- Feeding or discharge of products
- Modular: configurable for different product sizes and process requirements
TB30 Dual-Belt

Suitable for: Products transported on two belts that require a clearance between them.
- Small contact area due to two parallel belts
- Free space between the belts for products with special shapes
- Access to the product from below is possible for inspection, assembly, or machining processes
TB30 Tandem
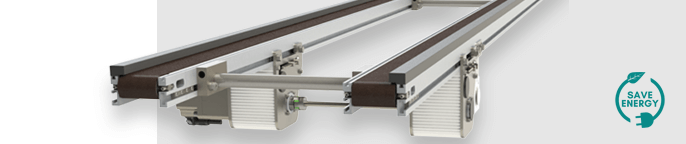
Suitable for: Larger, dimensionally stable products that require stable support on two parallel belt conveyors.
- Two parallel belt conveyors for stable product guidance
- Support surface is flexibly adaptable to product width and position
- Coupled belt conveyors with only one drive
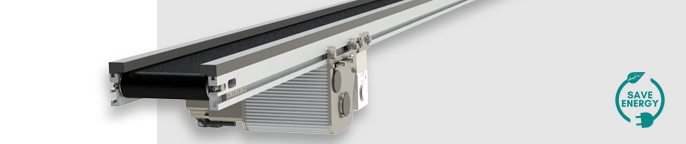
TB40 Conveyor

Suitable for: Heavier loads, limited installation space, and compact system integration.
- Motor integrated in the drive roller to reduce the space required
- for complex conveying tasks; loads up to 200 kg in continuous operation
- 24 V BLDC drive
GTB Conveyor

Suitable for: Wide products, larger dimensions, and complex conveying tasks.
- For medium to large products
- Drive unit can be mounted above or below the belt conveyor
- 230/400V or 460V motor, UL-compliant
Cleanroom Conveyors

Suitable for: Sensitive production areas with high requirements for particle reduction, hygiene, and process safety.
- For applications in the medical, pharmaceutical, and electronics industries
- Tested according to ISO 14644 and certified from ISO 4 to ISO 6
- Suitable for cleanroom processes with controlled particle contamination
SOLTB Belt Conveyors

Suitable for: flat, lightweight and sensitive products.
Accessories, Spare Parts
Montech offers various accessories to complement your conveyor, including lateral guides, floor and table stands. Our accessories are designed to integrate with other Montech modular components, making it easy to configure your conveyor.
Spare parts TB/KTB/BTB
New generations are replacing the TB, KTB and BTB conveyors. However, the supply of wear and spare parts is still guaranteed so that the existing conveyors can continue to provide reliable service for a long time to come.


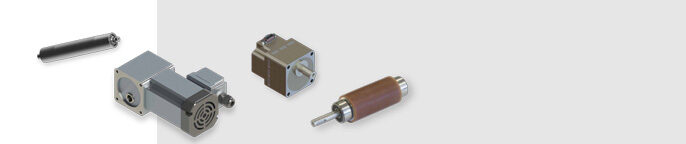
Drive technology for energy-efficient belt conveyors
Our belt conveyor drive technology plays a central role in ensuring reliable, energy-efficient material flow. Our systems rely on rubber-coated drive rollers that significantly reduce performance loss due to slippage. Depending on the requirements, our belt conveyors can be operated with a three-phase or asynchronous geared motor. The drive types can be selected flexibly: as a center, front, or rear drive, or with motors directly integrated into the drive roller. These compact drive units offer great power density. Thanks to their slim contours, designed not to get in the way, they are ideal for use in confined spaces. In addition, precisely manufactured gravity roller conveyors made of aluminum profiles can assist with and simplify the conveying process while saving energy.
FAQs
What is a Belt Conveyor?
A belt conveyor – also known as a conveyor or transport system – is a mechanical system that continuously and automatically moves products from one point to another. It is used in almost all industries to automate production and logistics processes.
Montech’s belt conveyors stand out for their versatility and, thanks to their modular design, can be perfectly adapted to the requirements of industrial applications. They provide an efficient and flexible way to automate material flows.
The belt conveyors are used both in production and in in-house transport and are suitable for a wide range of goods – from small to large.
Montech belt conveyors are used in small and medium-sized enterprises as well as in large corporations.
Industries such as automotive, electronics, healthcare, packaging, and food successfully rely on Montech’s solutions.
What types of belt conveyors are there?
Montech offers a wide range of belt conveyor types depending on the application:
- TB30 belt conveyor and TB40 belt conveyors
- GTB heavy-duty belt conveyors
- Cleanroom belt conveyors
- Vacuum belt conveyors
- Magnetic belt conveyors
- Incline and cleated belt conveyors
- SOLTB transport conveyors
Where are belt conveyors used?
Montech belt conveyors are used in a wide range of industries – including the automotive, electronics, airport, and plastics industries, as well as in medical technology, pharmaceuticals, security, packaging, and vision systems.
How does a belt conveyor work?
A belt conveyor operates on a simple principle: it uses a continuous, endless belt that moves over a drive and a return roller. Montech’s brushless DC motors run smoothly, quietly, and with exceptional energy efficiency – making them ideal for continuous operation in modern production environments.
What are the advantages of Montech belt conveyors?
- Modular design and high level of standardization
- Precise, low-vibration, and energy-efficient conveying
- Durable, low-maintenance components
- Wide range of configuration and accessory options
- Compatible with automation and transfer systems
- Swiss quality and reliability
- Short delivery times and attractive pricing
How wide is a belt conveyor?
Montech’s industrial belt conveyors are available in various widths depending on the series – ensuring precise transport of materials and goods:
TB30: 45–250 mm belt width
TB40: 300–800 mm belt width
GTB: up to 800 mm (optionally 900–1,200 mm on request)
How long is a belt conveyor?
Depending on the series and application, Montech offers different belt conveyor lengths:
TB30: up to 10,000 mm length
TB40: up to 6,000 mm length
GTB: up to 6,000 mm length
How fast is a belt conveyor?
Depending on the model and motor, a Montech belt conveyor can reach speeds of up to approximately 80 m/min (variable or fixed). We configure the conveying speed according to your cycle time, material flow, and safety requirements.
Does Montech ship modular conveyor systems and belt conveyors to North and South America?
Yes, Montech Conveyors Corp. ships modular conveyor systems, including our belt conveyors, cleated belt conveyors, and conveyor solutions for automation and material handling, to customers across the United States, Canada, Mexico, Brazil, Argentina, and other countries in the South America.
Whether you need a powered conveyor, vacuum conveyor, or a custom belt conveyor system, each unit is securely packaged, professionally handled, and delivered on time. Our high-performance conveying technology is designed to optimize material flow and integrate seamlessly into modern automation environments.

